
نمای کلی
ماشین ابزار CNC کاربرد یکپارچه فن آوری های مکانیکی، الکتریکی، هیدرولیک، پنوماتیک، میکروالکترونیک و اطلاعات و سایر فناوری ها به عنوان یکی از محصولات یکپارچه سازی الکترومکانیکی، در تجهیزات ساخت مکانیکی با انعطاف پذیر، جهانی، با دقت بالا، بالا است. کارایی تجهیزات تولید خودکار "انعطاف پذیر"، عملیات و مراحل مختلف مورد نیاز و شکل و اندازه قطعه کار را با کد دیجیتال پردازش می کند، از طریق محیط کنترل به دستگاه کنترل عددی، دستگاه کنترل عددی به اطلاعات ورودی می رسد. پردازش و محاسبه، کنترل فرمان سیستم ابزار ماشین و اجزای درایو، پردازش خودکار قطعه کار مورد نیاز. سطح فنی ماشین آلات CNC و درصد آن در خروجی و مالکیت کل ماشین آلات برش فلز یکی از شاخص های مهم برای اندازه گیری سطح کلی توسعه اقتصادی ملی و تولید صنعتی یک کشور است. در سال های اخیر سهم ماشین آلات CNC در شرکت های چینی سال به سال افزایش یافته است و در شرکت های بزرگ و متوسط بیشتر استفاده می شود و همچنین عموماً در شرکت های کوچک و متوسط و حتی استفاده می شود. شرکت های فردی
الزامات فرآیند CNClathe
- هنگامی که قطعه کار توسط تراش CNC پردازش می شود، مقدار تغذیه زیاد است، سرعت پردازش کم است و فرآیند ماشینکاری به دلیل سطح ناهموار قطعه کار دارای بار ضربه است.
- ماشینکاری، مقدار خوراک کم است، به منظور اطمینان از راندمان پردازش، سرعت پردازش بالا است.
- موتور اسپیندل باید سرعت کم و گشتاور خروجی بالایی داشته باشد و ثابت است و می تواند با سرعت بالا کار کند.
- دریافت سیگنال های آنالوگ نیاز به خطی بودن بالا و تداخل بار کم دارد.
- صدای موتور کم است و تداخل در تجهیزات اتوماسیون سیستم کم است. تا حد امکان سرعت را افزایش و کاهش دهید.
مزایای محصولات سری CNClathe KD600
اینورتر برداری با کارایی بالا سری Kd600 از فناوری کنترل شار پیشرفته استفاده می کند، گشتاور موتور در سرعت کم زیاد است، دقت سرعت بالا است، قیمت مناسب است، عملکرد کامل است، با پردازش قطع برق فوری و ردیابی سرعت و عملکرد دوباره شروع می شود. ، برای اطمینان از اینکه سیستم به مکانیزم عملکرد مداوم دست می یابد، برای اطمینان از اینکه موتور در بالاترین حالت کارایی کار می کند، بنابراین استفاده از اینورتر برداری با کارایی بالا سری KD600 به جای سیستم سروو AC اسپیندل بهترین انتخاب برای صنعت ماشین ابزار است. اینورتر سری KD600 دارای ویژگی های زیر است:
- تکنولوژی کنترل مغناطیسی ضعیف منحصر به فرد: می تواند کنترل خوبی برای موتور گشتاور بزرگ فرکانس پایین باشد، می تواند در 0 ~ 600 هرتز کار کند.
- سرعت توقف پایدار: فناوری توقف کاهش شار مغناطیسی می تواند باعث کند شدن موتور و توقف آن در زمان کوتاه تری شود.
- دقت و پایداری سرعت: خطی بودن تنظیم سرعت خوب است، دقت پایداری سرعت بالا است و نوسان سرعت در هنگام تغییر بار در 5/1000 است.
- عملکرد عالی فرکانس پایین: الگوریتم کنترل بردار بدون PG بهینه، فرکانس پایین 1 هرتز تا 150% خروجی گشتاور نامی، برای اطمینان از نیروی برش قوی در طول پردازش خالی.
- ارائه حالت های ورودی فرکانس چندگانه: 2 منبع ولتاژ ورودی 0 ~ 10 ولت یا -10 ولت تا + 10 ولت، 1 منبع جریان 4~20 میلی آمپر یا ورودی 0~20 میلی آمپر.
- طیف گسترده ای از کاربرد ولتاژ شبکه: طراحی منبع تغذیه سوئیچینگ پیشرفته را می توان در محیط های مختلف شبکه اعمال کرد.
- فرآیند تولید نفیس: اتخاذ یک فرآیند ضخیم شدن پوشش منحصر به فرد، مجرای هوا کاملاً از PCB داخلی جدا شده است و سازگاری قوی با محیط فیزیکی سخت مانند گرد و غبار فلز، گاز خورنده و رطوبت دارد.
- مدار جذب نشتی تعبیه شده در هنگام شارژ شدن محفظه تجهیزات، شوک الکتریکی به بدن انسان را تا حد زیادی کاهش می دهد.
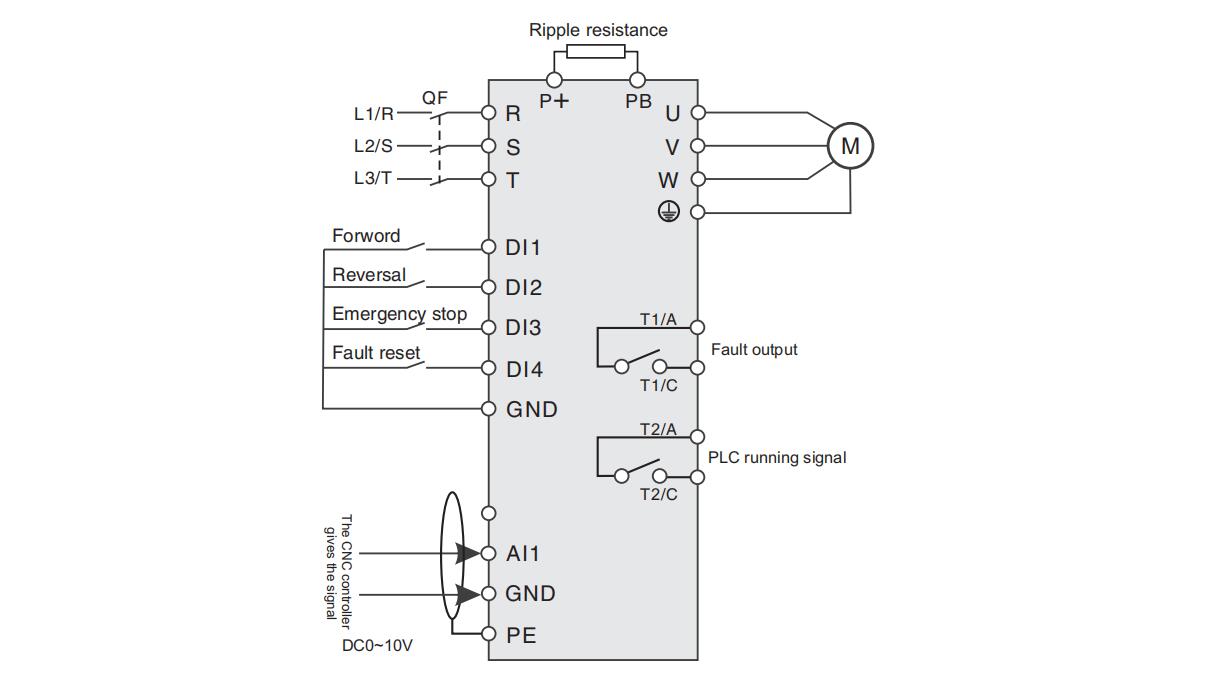
نمودار سیم کشی اولیه
تنظیمات و توضیحات پارامتر
| تنظیم پارامتر | دستورالعمل ها | تنظیم پارامتر | دستورالعمل ها |
| P0-03=1 | حالت بردار PG وجود ندارد | P4-01=11KW | قدرت نامی موتور |
| P0-04=1 | ترمینال خارجی شروع یا متوقف می شود | P4-02=380V | ولتاژ نامی موتور |
| P0-06=2 | مقدار آنالوگ AI1 داده شده است | P4-04=22.6A | جریان نامی موتور |
| P0-14=150 | حداکثر فرکانس خروجی | P4-05=50Hz | فرکانس نامی موتور |
| P0-16=150 | حد فرکانس عملیاتی بالا | P1-06=1435RPM | سرعت نامی موتور |
| P0-23=1.0 | زمان شتاب | P6-00=2 | خروجی خطا |
| P0-24=0.8 | زمان کاهش سرعت | P6-02=1 | مبدل فرکانس در حال کار |
| P5-00=1 | دویدن به جلو | P5-01=2 | اجرا معکوس |
| لطفاً پارامترهای موتور P4-01~P4-06 را با دقت وارد کنید | |||
نتیجه اشکال زدایی
ثابت شده است که مبدل فرکانس برداری با کارایی بالا سری KD600 می تواند به طور کامل الزامات کنترل دوک ماشین ابزار را برآورده کند. KD600 از حالت کنترل بردار بدون PG استفاده می کند، که می تواند به آرامی گشتاور 150٪ را حتی در سرعت پایین (فرکانس پایین) برای رفع نیازهای پردازشی قطعات مختلف تولید کند، و می تواند به طور کامل جایگزین ساختار سنتی دوک یاطاقان نورد و این اسپیندل شود. ساختار ساده، جمع و جور است و می تواند به تنظیم واقعی سرعت بدون پله دست یابد. سرعت این اسپیندل توسط یک سیگنال آنالوگ خارجی کنترل می شود تا فرکانس خروجی را در فرآیندهای مختلف پردازش (مانند خشن کردن، تکمیل و غیره) کنترل کند، در این زمان، سیستم کنترل عددی می تواند سیگنال های ولتاژ آنالوگ متفاوتی را به اینورتر برای دستیابی به سرعت های مختلف و سیگنال شروع و توقف نیز توسط سیستم کنترل عددی کنترل می شود که درجه اتوماسیون را بهبود می بخشد و عمر مفید ابزار را افزایش می دهد.

زمان ارسال: نوامبر-17-2023